1. History of SMED, Single Minute Exchange of Dies
Origins
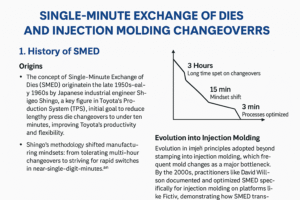
The concept of Single-Minute Exchange of Die (SMED) originated in the late 1950s–early 1960s by Japanese industrial engineer Shigeo Shingo, a key figure in Toyota’s Production System. His goal was to drastically reduce lengthy press die changeovers to under ten minutes, improving Toyota’s productivity and flexibility. [learnqctools.in], [aiiem.org]
Shingo’s methodology shifted manufacturing mindsets, from tolerating multi-hour changeovers to striving for rapid, near-single-digit-minute switches. [learnqctools.in], [aiiem.org]
Evolution into Injection Molding
SMED principles were adopted beyond stamping into injection molding, and other manufacturing operations requiring machine change overs where frequent equipment changes were a major bottleneck.
By the 2000s, practitioners like David Willson documented and optimized SMED specifically for injection molding on platforms like Fictiv. His work demonstrates how SMED transcends industries, effectively addressing downtime in high-mix producing environments. [fictiv.com]
2. Core Components of a SMED Project in Injection Molding
SMED follows a structured, data-driven approach. The essential elements include:
A. Observing & Documenting
Deconstruct the changeover process: Record and time each step from ‘last good part’ to ‘first good part’.
B. Internal vs External Activities
Internal: Tasks requiring the machine to be stopped (e.g., mold removal).
External: Tasks preparable during machine operation (e.g., gathering tools, pre-heating).
C. Converting Internal to External, Running in Parallel
Shift as many tasks as possible off-line, preposition molds, stage materials, prepare fasteners in advance. The team works in parallel, breaking up the work, completing multiple tasks at the same time
D. Streamlining Remaining Tasks
Apply quick-release clamps, use standardized procedures, eliminate unnecessary motions.
E. Standardization & Continuous Improvement
Develop SOPs, staff training, visual aids; continually refine based on data and iterative cycles.
3. Importance & Impacts for Equipment and Machine Changeovers
Adopting SMED for examples in injection molding but not limited to yields clear benefits:
A. Dramatically Reduced Changeover Time
Willson’s case: Reports Injection Molding changeovers reduced to under 10 minutes, sometimes in a few minutes. [fictiv.com]
Injection molding trait: SMED directly reduces downtime between mold changes, leading to greater machine uptime. [fictiv.com],
B. Increased Production Efficiency & Flexibility
Shorter changeovers enable smaller batch production and faster product-switching, aligning with Just‑in-Time and high-mix demands.
C. Lower Costs & Improved OEE
Saved machine hours equate to higher utilization and fewer idle resources.
Willson notes a direct cost-saving effect from optimized changeovers. [fictiv.com]
D. Enhanced Quality and Safety
Standardized, smoother changeovers reduce handling errors, mold damage, and promote safer operations. [fictiv.com],
E. Supports Continuous Improvement
Embracing SMED fosters a culture of Kaizen, whereby teams continually identify and eliminate waste.
4. Practical Implementation Tips for successful SMED Applications
- Map current changeovers: observe, record, separate internal/external tasks.
- Use visual tools: shadow boards, color-coded parts, checklists.
- Introduce quick-binding tools: bolts, clamps, pre-heating mechanisms.
- Establish SOPs: standardized procedures, training, accountability.
- Conduct pilot runs: test improvements, adjust, and scale successes.
- Embed continuous feedback loops: track metrics, hold Kaizen sessions, reassess periodically.
 5. Case Example Snapshot
5. Case Example Snapshot
Rubber mold changeover (analogous to injection molding): Time dropped from 145 to 60 minutes (‑59%), steps reduced by 30%, operator travel halved, showcasing the power of integrated SMED and Lean methods.
Similarly, plastics sector studies show overall equipment effectiveness improved from ~62% to ~81% when combining SMED, TPM, and machine learning.
Why SMED Matters: SMED Is a critical part of any manufacture’s Continuous Improvement System
- Reduces downtime dramatically by shifting setup tasks off-line and streamlining operations.
- Boosts productivity and machine utilization, enabling JIT flexibility and cost reduction.
- Enhances quality and operator safety through standardized processes.
- Fosters continuous improvement, embedding lean thinking within teams.
Ready to reduce downtime and unlock hidden capacity on your shop floor? Start by taking a closer look at your current changeover processes and identifying where work can be shifted, simplified, or standardized. IMEC works alongside manufacturers to assess changeovers, lead SMED events, and train teams to embed SMED into a broader continuous improvement roadmap. Connect with IMEC to take the next step toward faster changeovers, improved flexibility, and stronger operational performance.
Sources:
David Wilson: Single‑Minute Exchange of Die (SMED): Optimizing Injection Molding Efficiency”, Fictiv (Feb 26, 2025).
Guide: SMED (Single Minute Exchange of Die)” on Learn Lean Sigma was written by Daniel Croft

